zixun
山東茂隆新材料科技有限公司 2020-07-08 3065
6.3.2 、復(fù)合土工膜焊接過程
①、在外線接好以后,將熱溶擠壓焊機焊接壓桿手柄壓下,使上、下膠輪處于分離狀態(tài),然后通電施工。
②、打開溫控開關(guān)和調(diào)速開關(guān), 選擇合適的溫度和速度, 先取幾條窄料試焊,以確定最佳焊接效果。 由于環(huán)境溫度、 材料厚度不同, 同一材質(zhì)的焊接溫度選擇有可能不同。在選擇溫度時可先選一參考速度(約 2m/min),再從低到高(約250℃—350℃)慢慢調(diào)節(jié)。
③、焊接溫度的判斷,對透明的 PE 材料,可直接觀察,焊痕平整并帶有透明玻璃狀,表明速度與溫度合適, 焊痕出現(xiàn)嚴(yán)重破折, 表明溫度過高或速度偏慢,如焊痕不透明并帶有白色狀, 表明溫度偏低或速度偏快, 對于不透明材料觀察其有無明顯的焊接痕跡,也可等其全部冷卻后進(jìn)行抗拉測試。
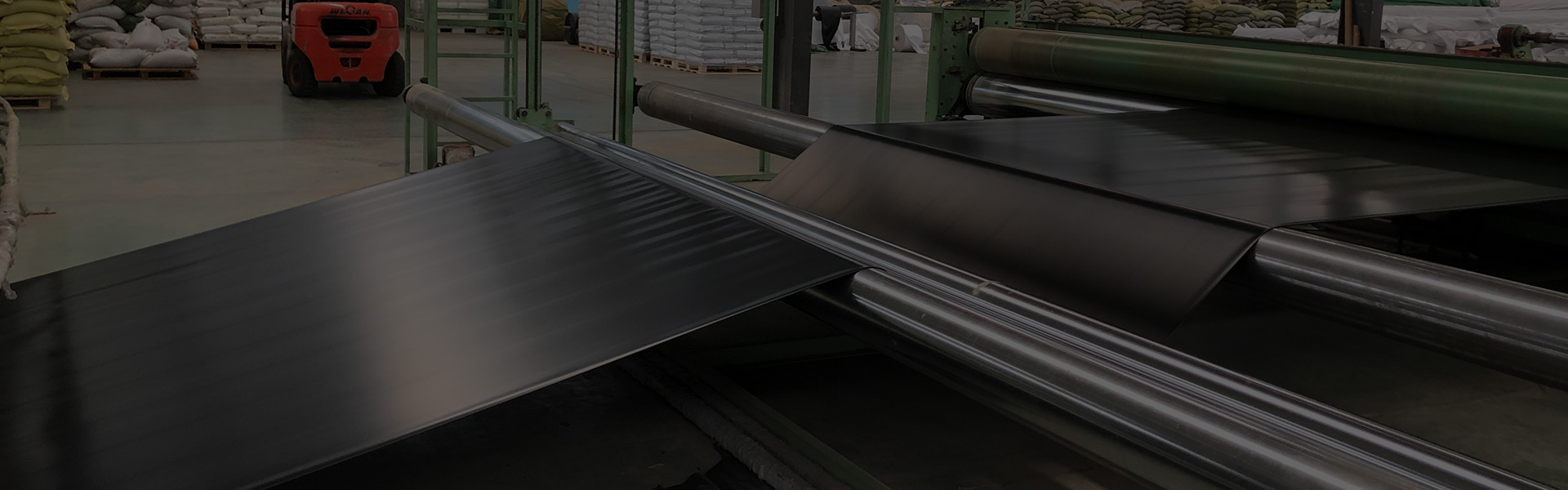
④、將需焊接的材料邊緣修整平直,面朝前方,左下、右上重疊,搭接寬度10cm。
⑤、在確定好溫度和速度后,將需焊接的材料插入兩膠輪間,使機身與母材邊緣平行, 將壓桿手柄合上即可自行焊接。 一般情況下, 操作人員只需觀察其焊痕與母材邊緣有無偏差,并及時作小范圍內(nèi)糾正。
⑥、在材料焊到盡頭,及時將壓桿手柄壓下,使上、下膠輪處于分離狀態(tài),以免時間過長、燒壞膠輪。
⑦、由于熱惰性的原因,在焊接過程中,如出現(xiàn)溫度過高或過低,可在小范圍內(nèi)調(diào)整速度來彌補溫度的偏差。
⑧、每次早、中開工都要進(jìn)行一次試焊,確定溫度和速度,試樣手撕無破壞為合格。
⑨、復(fù)合土工膜焊接工具采用熱風(fēng)焊槍點焊,熱溶擠壓焊機焊接,充氣檢測儀氣壓 0.15-0.2MPa 保持 1-5min,10cm 雙面焊接,焊接縫應(yīng)整齊美觀不虛焊、不漏焊。
⑩、焊接人員不易頻繁更換,技術(shù)人員按相關(guān)要求做好試驗、檢測、驗收記錄。
6.4、覆蓋
①、防滲材料完成拼接和鋪設(shè)后,應(yīng)及時盡快澆筑砼覆蓋。
②、砼澆筑時的最大落高不得大于 30cm。防止損壞已鋪設(shè)完成的防滲材料
Demand feedback